

{kind=link}
epošta: info@strojnistvo.com
(C) 2001 - 2012 STROJNISTVO.com
Moderator: -M-
![]() Napisal/-a Deutz » 5.2.2020 20:41
Napisal/-a Deutz » 5.2.2020 20:41
![]() Napisal/-a Duroplast » 5.2.2020 21:03
Napisal/-a Duroplast » 5.2.2020 21:03
sanka napisal/-a:Živjo,
za mojo hobi stružnico HOBBYMAT bi nardil zobnik s katerim vklopim avtomatski pomik suporta, ker je tale že enkrat lepljen in nevem kako dolgo bo še držal skupaj...
Ker imam doma prusin 3d tiskalnik bi tale majhen element kr natisnil doma. Zdaj pa me zanima a mi lahko mogoče kdo pomaga kakšen material bi bil primeren za to ? PLA , ABS, mogoče karbon?
V mislih imam ABS filament, verjetno bo glede na sestavo najbolj optimalen in ekonomičen. Karbon bi bil verjetno tudi ok izbira vendar je 1kg karbona malce drag....
Seveda moram še zobniček najprej narisat in potem uvozit v program tiskalnika....
Je mogoče kak drug material ki sem ga izpustil iz misli??
LPS
![]() Napisal/-a bhfmx » 5.2.2020 21:26
Napisal/-a bhfmx » 5.2.2020 21:26
![]() Napisal/-a Duroplast » 5.2.2020 21:27
Napisal/-a Duroplast » 5.2.2020 21:27
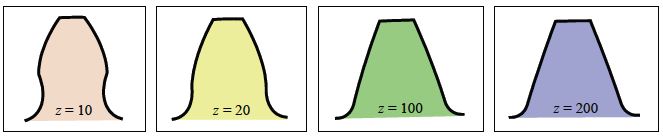
vili napisal/-a:za ozobje velja:.., bo šlo:
delilni krog do = m x z
glavični premer dk = do + 2m
vznožni premet df = do - 2.4 x m
in iz tega greš potem naprej..., bo šlo...
imam pa mušter v creotu par sekund, gotovo...., ha, ha..., pade canrad ven...
![]() Napisal/-a nabijač » 6.2.2020 8:37
Napisal/-a nabijač » 6.2.2020 8:37
Duroplast napisal/-a:Raje plastiko na vročo žico odreži po šabloni za evolvento, bo bolje kot vsak 3D tisk. Če se le da, delaj s poliamidom.
![]() Napisal/-a fikus_ » 6.2.2020 8:55
Napisal/-a fikus_ » 6.2.2020 8:55
![]() Napisal/-a Duroplast » 6.2.2020 9:04
Napisal/-a Duroplast » 6.2.2020 9:04
nabijač napisal/-a:Prosim, če mi kakšen strokovnjak lahko razjasni nejasnost, ki me muči že nekaj let:
Imam menjalne zobnike za dve stružnici. Opazil sem, da v kompletu 10 zobnikov 4 zobniki odstopajo po dimenzijah od predvidenih. Za primer bom opisal zobnika s 50 zob. Glej sliko. Zunanji premer korigiranega (ali pa s profilnim premikom) zobnika je 49mm, normalnega pa 52mm. Tudi oblika zoba je popolnoma drugačna. Se pa lepo prilegata in tečeta eden po drugem. Modul je 1.
-
-
Ne morem si razložiti zakaj so želeli manjši zunanji premer? Ali pa je to le posledica kakšne druge zahteve?
Mislil sem, da je to korekcija ali profilni premik in da so zmanjšali zunanji premer zobnika zaradi pomanjkanja prostora, a bi bili ti zobniki lahko večji pa bi se jih še vedno dalo montirat. Ali je vzrok lepši tek, obraba, večji momenti ki jih ozobje tako lažje prenese???Duroplast napisal/-a:Raje plastiko na vročo žico odreži po šabloni za evolvento, bo bolje kot vsak 3D tisk. Če se le da, delaj s poliamidom.
@Duroplast: A imaš mogoče kakšno sliko tele naprave ali vsaj opis kako se to dela? Mi je zelo zanimivo. Kako vroča mora biti žica in kako preprečiti da se plastika pereveč ne prijema nanjo? In kako preprečiti, da se za žico plastika spet ne sprijema?
Precej delam s plastiko in imam eno "vročo žico" na katero položim tanjšo plastično ploščo, da se pod žico zmehča in jo nato zakrivim.
Hvala za pomoč!
![]() Napisal/-a nabijač » 6.2.2020 10:52
Napisal/-a nabijač » 6.2.2020 10:52
![]() Napisal/-a vili » 6.2.2020 11:13
Napisal/-a vili » 6.2.2020 11:13
![]() Napisal/-a Duroplast » 6.2.2020 11:51
Napisal/-a Duroplast » 6.2.2020 11:51
nabijač napisal/-a: Ali le kotalni rezkar pomaknemo bolj proti središču za negativni profilni premik in ven za pozitivni?

nabijač napisal/-a:Glede rezanja plastike z žico pa me skrbi, da se bo žica v območju rezanja takoj ob stiku zaradi prenosa toplote ohladila, zunaj plastike bo prevroča,...
nabijač napisal/-a: Verjetno je potrebna neka regulacija moči ali konstantna hitrost in nek primerno nastavljen tok skozi žico, da bi ravno prav topilo/mehčalo.
nabijač napisal/-a:Jaz bi poizkusil rezat PVC ploščo debeline 10mm z kantal žico debeline 1 mm? Hitrost bi bila ene 2mm/s. Ali bi bilo to realno?
![]() Napisal/-a Deutz » 6.2.2020 12:57
Napisal/-a Deutz » 6.2.2020 12:57
Duroplast napisal/-a:
Da analogno poenostavim. S katero ...??
![]() Napisal/-a Deutz » 6.2.2020 12:59
Napisal/-a Deutz » 6.2.2020 12:59
![]() Napisal/-a Deutz » 6.2.2020 13:01
Napisal/-a Deutz » 6.2.2020 13:01
![]() Napisal/-a Duroplast » 6.2.2020 13:52
Napisal/-a Duroplast » 6.2.2020 13:52
![]() Napisal/-a fikus_ » 6.2.2020 14:50
Napisal/-a fikus_ » 6.2.2020 14:50
Vrni se na Ostalo - tehnična pomoč
Po forumu brska: 0 registriranih uporabnikov in 3 gostov


