epošta: info@strojnistvo.com
(C) 2001 - 2012 STROJNISTVO.com

Struženje litega železa je podvrženo različnim značilnostim in aplikacijam, zato je treba v določenih pogojih uporabiti različne strategije strojne obdelave za izpolnjevanje zahtev po kakovosti, stroškovni učinkovitosti in produktivnosti.
Lito železo je uporabljeno pri veliko izdelkih, od velikih črpalk v relativno kratkih proizvodnih ciklih, do izdelkov v masovni proizvodnji, na primer zavornih kolutov. Široka paleta sestavnih delov in aplikacij orodij, združena z velikim naborom lastnosti materialov za različne vrste litega železa (glejte polje z dejstvi), predstavlja izzive za doseganje produktivnosti in kakovosti. Z boljšim razumevanjem vseh dejavnikov je mogoče oblikovati najboljši pristop za delovanje, rezkalnih strategij, orodij in rezkalnih podatkov.
"Mislim, da je eden od odgovorov na izzive ta, da proizvajalci in uporabniki rezalnih orodij tesneje sodelujejo in dopolnjujejo znanje," pravi Mikael Lindholm, produktni vodja za struženje ISO v specializiranem oddelku za rezanje podjetja Seco Tools. "Skupaj lahko sestavijo celotno sestavljanko in namesto delne rešitve poiščejo najboljšo, ki dopušča večje možnosti za izboljšave."
Struženje sive litine je eden od primerov. Siva litina vsebuje karbide v obliki lamelnih grafitnih delcev, zaradi katerih lito železo odlično blaži vibracije in zaradi katerih je to najboljša izbira za sestavne dele za motorje. Na kakovost strojne obdelave imajo velik vpliv spremembe v površini in drugi pogoji pri površini, na primer ostanki kalupov ali prosti feriti (najčistejša oblika železa), ki na različne načine motijo postopek izdelave. Prvi v obdelovancu tvorijo trša naključna mesta, drugi pa mehkejša. Oboji povzročajo odklone od predvidene obdelave, kar vpliva na strojno obdelavo sive litine, zato je previdno načrtovana logistika, od litja do shranjevanja in strojne obdelave, bistvenega pomena za zagotavljanje konsistentnosti paketov obdelovancev, ki so dovolj veliki za aplikacijo.
"Lastnosti obdelovanca je treba obvezno imeti pod najstrožjim možnim nadzorom," pravi Lindholm. "Vsi odkloni negativno vplivajo na produktivnost, neposredno ali posredno."
Pri strojni obdelavi sestavnih delov v okviru pravočasne dobavne verige lahko pride do primera, ko paket neobdelanih litih obdelovancev ne ustreza specifikacijam glede pogojev pri površini, vendar mora biti kljub temu obdelan – tudi za ceno višjih stroškov in krajše življenjske dobe orodja ter nižje produktivnosti. Proizvajalci sestavnih delov morajo v tem primeru določiti način, na katerega se bodo odzvali. Pogosto morajo pri tem sprejeti težko odločitev med različnimi vrstami in kvalitetami ploščic, na primer iz karbidnih trdin in PcBN (polikristalni kubični borov nitrid).
"Karbidne ploščice zanesljivo zagotavljajo odlično kakovost obdelave, vendar nudi PcBN najvišjo stopnjo produktivnosti," pravi Lindholm (glejte sliko 1).
Še ena strateška odločitev je število operacij, kar ima neposreden vpliv na pretočni čas. Če lastnosti obdelovanca niso popolnoma poznane, je mogoče v postopek vključiti tudi dodatno rezkanje za končno obdelavo. V tem primeru bi lahko uporaba karbidne ploščice odporne na obrabo in vročino omogočila strategijo strojne obdelave, ki zmanjšuje število ciklov.
Ostale vrste litih železov predstavljajo druge izzive. Karbidi v duktilnem (nodularnem) litem železu, na primer, prevzamejo obliko sferoidnih grafitnih delcev. To vpliva na lastnosti litega železa, med katere sodi izrazitejša abrazivna obraba kot pri sivi litini. Obraba je težava, na katero je treba biti pozoren pri struženju vseh vrst litega železa, še posebej pa, ko je treba določiti pravilno strategijo strojne obdelave.
"Z ekonomskega vidika je zanimiv podrobnejši pogled na življenjsko dobo orodja," pravi Lindholm. "Čeprav struženje pri visokih rezalnih hitrostih in pomikih skrajša življenjsko dobo orodja, je lahko še vedno najbolj dobičkonosna strategija za del. Obstajajo primeri, pri katerih je optimalni čas v rezkanju za orodje krajši od deset minut, namesto 30 ali več."
Vsi proizvajalci rezalnih orodij določijo svoja specifična priporočila in lahko pomagajo proizvodnim obratom izboljšati določene aplikacije. To vključuje poglobljen vpogled v okno za strojno obdelavo za posamezno ploščico, v katerem so prikazani dovoljeni rezalni parametri v povezavi z odpornostjo na obrabo in trdnost.
"Izbrati je mogoče več vrst in kvalitet, s katerimi je mogoče dosegati največjo možno produktivnost," pravi Lindholm. "Mogoče pa je tudi izbrati nabor vsestranskih orodij, ki jih je mogoče enostavneje upravljati pri nižji produktivnosti. To je še ena strateška izbira, ki jo je treba opraviti."
Citat:
"Mislim, da je eden od odgovorov na izzive ta, da proizvajalci in uporabniki rezalnih orodij tesneje sodelujejo in dopolnjujejo znanje." Mikael Lindholm, produktni vodja za struženje ISO v specializiranem oddelku za rezanje podjetja Seco Tools.
Polje z dejstvi 1: Lita železa
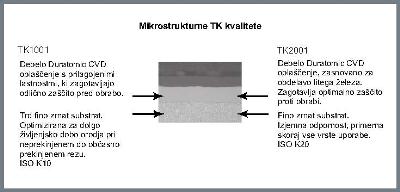
Microstructure_TK_grades
Grey_cast_iron_microstructure_TK1001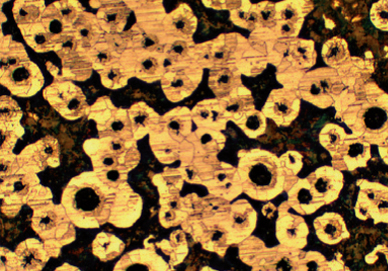
Nodular_cast_iron_microstructure_TK2001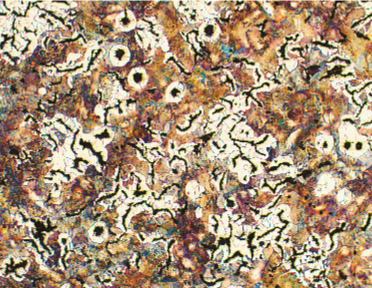
Compacted_graphite_iron_microstructure
Austempered_ductile_iron_microstructure
Polje z dejstvi 2: TK1001 in TK2001 – kvaliteti za struženje litega železa
Vrsta: Kvalitete iz karbidnih trdin Duratomic.
Uporaba: Široka paleta aplikacij pri struženju litega železa.
Obseg: Na voljo za široko paleto vrst ploščic in lomilcev ostružkov.
Glavna značilnost: Dolga in zanesljiva življenjska doba orodja.
Rezultat: Povečana produktivnost in predvidljivost.
Aplikacije: Valji, zavorni bobni, zavorni koluti, ohišja črpalk, odmikalne gredi, pesta itd.
TKx001_inserts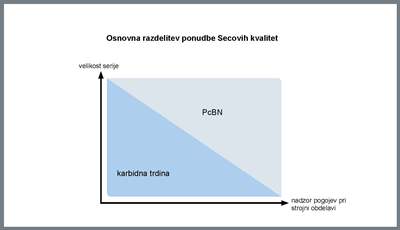
Slika 1: Osnovna razdelitev rezalnih materialov s perspektive uporabnosti. 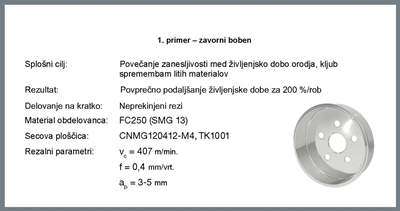
Slika 2: 1. primer (zavorni boben)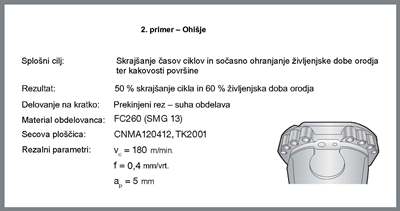
Slika 3: 2. primer (ohišje)
Družba Seco Tools je vodilni proizvajalec visokozmogljivega orodja za obdelavo kovin. Paleta izdelkov Seco vključuje celotni program orodij in ploščic za struženje, rezkanje, vrtanje, povrtavanje, rezanje navojev, kot tudi vsa potrebna držala in sisteme za vpenjanje orodij. Z več kot 25.000 standardnimi izdelki je Seco ponudnik celovitih rešitev za industrijsko obdelavo kovin in opremo za obdelovalne stroje, od vreten pa do rezalnih elementov.
Družba ima sedež v Fagersti na Švedskem in je zastopana v več kot 50 državah po vsem svetu, s 40 podružnicami, distributerji in poslovnimi partnerji.
Več informacij lahko najdete na spletni strani: www.secotools.com/si
SECO TOOLS SI D.O.O.
Pesnica pri Mariboru 32e
2211 PESNICA PRI MARIBORU
Potočnik Gregor
Phone : +386-2-450-23-44
gregor.potocnik@secotools.com


