epošta: info@strojnistvo.com
(C) 2001 - 2012 STROJNISTVO.com

V slopu spajanja, materialov in tehnologij si lahko tokrat preberete prispevek o laserskem varjenju nerjavne pločevine in zglajevanju vara z laserjem.
Članek predstavlja lasersko varjenje nerjavne pločevine z vlakenskim laserjem in zglajevanje laserskega vara za vsaj dva kakovostna razreda z isto varilno opremo. Prikazane so prednosti sodobnih vlakenskih laserjev, opisana je priprava zvarnega mesta.
Lasersko varjenje se čedalje več uporablja tudi v serijski proizvodnji pločevinastih izdelkov, kot so na primer kuhinjske nape, pločevinasta vrata, kuhalniki, pomivalna korita itd. Prednosti laserskega varjenja so predvsem: natančnost, majhen vnos toplote ter posledično majhne deformacije, var praktično nima zajede, okolica vara pa ostane nepoškodovana. Niso pa to edine prednosti, ki jih ponuja laserski var. Oblikovalci izdelkov iščejo nove rešitve, ki bi izpostavile njihove produkte, zato si čedalje večkrat želijo, da je var viden, a mora biti ta lep in kvaliteten. To pa je na pločevini najlažje doseči prav z uporabo laserja. Laserski var je ozek. Pri varjenju 1 mm debele pločevine je širina vara tipično med 1 in 1,8 mm. Proizvajalci izdelkov si, kljub temu da lahko s klasičnimi obločnimi postopki izdelajo vogelni spoj, želijo laserski var. Prednost laserskega vara je tudi v tem, da odpadejo naknadne mehanske obdelave.
Kljub vsemu pa je lepota oziroma hrapavost laserskega vara odvisna tudi od debeline pločevine. Če uporabljamo debelino pločevine 1 mm in jo moramo prevariti, potem je potrebna uporaba močnejših parametrov, kot pri tanjši pločevini. Večji varilni parametri pa bolj razbrazdajo površino. Zato se pojavlja vprašanje, ali je možno z varilno opremo, le s spremembo varilnih parametrov, doseči še lepši, bolj gladek var.
Laserji
Poznamo več vrst laserjev, ki so primerni za varjenje pločevine. Pri izbiri laserja je pomembna njegova valovna dolžina, saj ta določa stopnjo absorpcije laserskega žarka v material. Laserji primerni za varjenje pločevine so tako Nd:YAG, vlakenski laserji in deloma CO2 laserji. Med omenjenimi ima Nd:YAG najmanjši izkoristek, ki je le okoli 5 %. Zaradi tega so naprave velike, porabijo veliko električne energije, večino te pa je treba v obliki toplote še odvesti s hladilniki. Laserji Nd:YAG pa imajo tudi dobre lastnosti, kot sta na primer velika energija pulza in dejstvo, da ga lahko vodimo po optičnem kablu do mesta varjenja. Laserski žarek CO2 laserjev pa lahko vodimo le preko zrcal, saj zaradi svoje valovne dolžine 10,6 µm, v nasprotju z valovno dolžino laserja Nd:YAG s 1064 nm, niso primerni za vodenje preko optičnega kabla.
Vse več pa se uporabljajo vlakenski laserji, ki imajo veliko prednosti pred prej omenjenima. Imajo visok, kar okoli 30-odstotni izkoristek, zaradi tega so manjši, lažji in tudi potrebe po hlajenju so bistveno manjše. Tako so lahko tudi laserji s 450 W povprečne moči, le zračno hlajeni. Laserski žarek pri vlakenskih laserjih nastaja v samem optičnem kablu, kot je prikazano na sliki 1. Zaradi tega so tudi optični kabli lahko manjših premerov (50 µm). Posledično je lahko manjši tudi premer fokusa. Valovna dolžina vlakenskega laserja je 1070 nm, kar je praktično enako valovni dolžini laserja Nd:YAG. To pa je valovna dolžina, ki jo jeklene pločevine zelo dobro absorbirajo. Prednost vlakenskih laserjev je tudi v tem, da jih lahko združujemo in tako dobimo laserje velikih moči. Poleg navedenega lahko boljši vlakenski laserji delujejo v različnih načinih: kontinuirni način, kontinuirni modulirani in pulzni način. Če k temu prištejemo še dejstvo, da so brez vzdrževanja, je jasno, da so primerni za raznoliko delo v industriji.
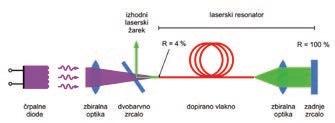
»Slika 1: Shema vlakenskega laserja [1]
Pri kvalitetnih vlakenskih laserjih je v pulznem načinu delovanja preko enostavnega uporabniškega vmesnika zelo lahko določiti tudi potek energije enega pulza. Z oblikovanjem pulzov lahko dosežemo različne oblike uvarov, temen varov, lahko pa se izognemo tudi morebitnim razpokam pri določenih materialih.
Varjenje nerjavne pločevine
Material
V industriji nerjavnih pločevinastih izdelkov, predvsem za gospodinjstva, se največ uporablja pločevina 18/10. Poznana je tudi kot AISI 304 oziroma po Wr. Nr. 1.4301. To je avstenitna nerjavna pločevina, ki je dobro odporna na korozijo v naravnem okolju in ima dobro varivost. Kemična sestava je podana v tabeli 1.
Priprava zvarnega mesta
Pri laserskem varjenju pločevine je priprava zvarnega mesta praktično najpomembnejša. Stik med pločevinama mora biti kar se da natančen. Vsaka denivelacija, reža, nečistoča itd., se po varjenju pokaže kot napaka. Tovrstna varjenja načeloma potekajo brez dodajnega materiala. Najbolje je, če so kosi, ki se jih spaja, lasersko rezani, saj štanca eno stran pločevine deformira. Ta deformacija deluje kot posneti rob, kar povzroči poglobitev vara. Če gre za vidni var, to seveda ni dobro. Pločevina mora biti kar se da čista. Morebitne maščobe in druge nečistoče, kot so oksidi in ostanki rokavic delavcev, pod vplivom laserskega žarka, eksplodirajo in povzročijo brizg taline. Posledično v varu nastane luknjica oziroma nastane neenakomeren var.

»Tabela 1: Kemična sestava nerjavne pločevine AISI 304
Lasersko varjenje je primerno za praktično vse oblike zvarnih spojev: sočelno varjenje, prekrivno varjenje, robno varjenje, vogelno varjenje, kotno varjenje itd.
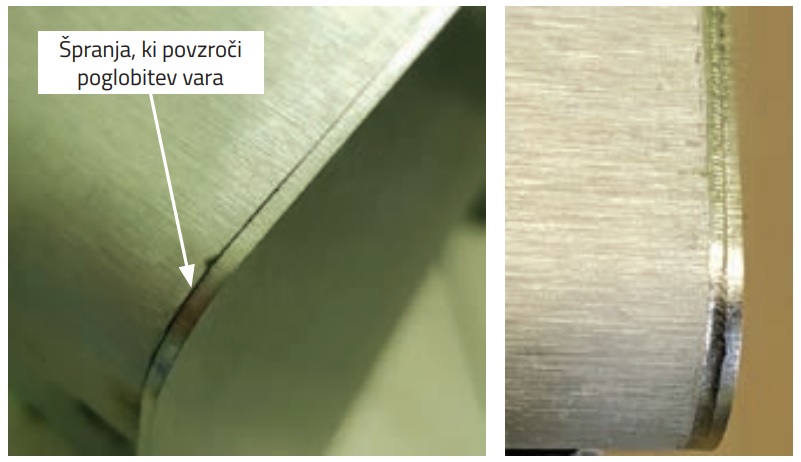
»Slika 2: Napake pri pripravi zvarnega mesta [2]
Lasersko varjenje
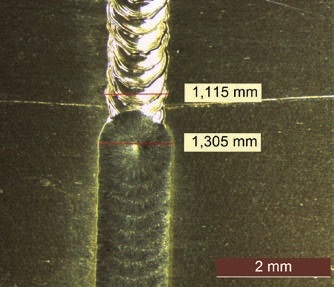
Nerjavno pločevino 18/10, debeline 1 mm, smo z vlakenskim laserjem zavarili s prevaritvijo. Pri tem smo uporabili obliko pulza, ki je prikazana na sliki 3. Abscisa prikazuje čas pulza, izraženega v odstotkih časa, ki je nastavljen. Ordinata pa predstavlja moč laserskega žarka. Sto odstotkov moči ustreza največji nastavljeni moči.
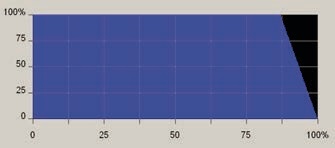
»Slika 3: Oblika pulza za varjenje
Za varjenje pločevine se je namreč izkazalo, da je najbolj primerno pulzno varjenje, saj povzroča najmanj deformacij in ne pregreva materiala. Natezni preizkusi so pokazali kvaliteto laserskega varjenja. Do loma je namreč prišlo izven območja varjenja, natezna trdnost pa je znašala 680 MPa.
Zglajevanje površine
Da napravimo var s prevaritvijo korena potrebujemo dokaj veliko moč laserskega žarka. Posledično dobimo razbrazdano površino, kljub vsemu pa je zaradi svoje majhnosti še vedno videti lepo. A bolj zglajena površina bi bila videti še lepše oziroma bi manj izstopala. Načeloma bi se dalo lepšo površino doseči tudi z oblikovanjem pulza med varjenjem, a bi na ta način bistveno povečali vnos energije, kar bi povzročilo večje deformacije.
Zglajen var smo želeli doseči z isto varilno opremo. To pomeni, da so le parametri tisti, ki jih lahko spreminjamo. Parameter, s katerim lahko največ dosežemo, je oblika pulza. Valove želimo zgladiti na način, da jih stalimo in da se razlezejo. To storimo tako, da stalimo le površino, pri tem pa gremo čim manj v globino materiala.
To nas takoj oddalji od pravokotnih pulzov. Množica izvedenih testov je pokazala, da je najboljša oblika pulza takšna, ki pulz razseka na več manjših podpulzov. Tu pa se hitro pojavijo omejitve pri laserskih napravah. Številne laserske naprave oblikovanja pulzov sploh nimajo, kaj šele, da bi omogočale obliko pulza z velikim številom točk.
Najboljše rezultate smo dobili z obliko pulza, ki je prikazana na sliki 4. Cel pulz je sestavljen iz več kot 200 podpulzov, ki pa si sledijo v različnih razmakih in tudi trajanje posameznih podpulzov je različno. Cel pulz pa traja manj kot 20 ms. Pri zglajevanju smo malenkost povečali tudi premer fokusa, da v celoti pokrijemo var.
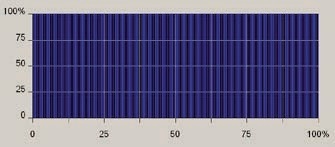
»Slika 4: Primerna oblika laserskega pulza za zglajevanje površine
Rezultat in razlika med varom in zglajenim varom je prikazana na sliki 5. Tudi odtenek zglajenega vara se tudi barvno bolj približa pločevini kot var.
»Slika 5: Razlika med varom in zglajenim varom

»Tabela 2: Rezultati meritev hrapavosti
Meritve hrapavosti so prikazane v tabeli 2. Te so pokazale izboljšanje hrapavosti za vsaj dva kakovostna razreda.
Zaključek
Dokazali smo, da se da hrapavost laserskega vara zmanjšati in to z enako varilno opremo, le s spremembo laserskih parametrov. Tu igra največjo vlogo oblika pulza, ki pa jo zmorejo le kvalitetnejši laserji. Meritve so pokazale, da smo kvaliteto hrapavosti zmanjšali za dva kakovostna razreda.
Literatura
[1] http://lab.fs.uni-lj.si/kolt/, ogled 9. 3. 2015.
[2] K. Pompe, R. Ivančič, P. Repnik, J. Tušek, »Robotsko lasersko varjenje nerjavne pločevine«, Ventil, 24, 2018, pp. 472–476.
Za več zanimivih vsebin s področja razvoja, inovacij in tehnologij ste vabljeni, da postane naš naročnik: Revija IRT3000

